





自1960年首台激光器问世以来,经过近70年的发展,激光技术已经形成了庞大的产业规模,广泛应用于工业加工、医疗美容、商业、科研、信息和军事等多个领域。众所周知,不同的应用场景对激光的功率、波长、光斑形状等有着不同的要求,而要实现光斑形状的改变,则离不开光束整形器。
采用衍射光学元件(Difractive Optical Element,DOE)进行光束整形是近年发展起来的非常方便、灵活、功能强大的光束整形方式。DOE可适用于多种类型的输入激光(如单模高斯激光、多模激光等),在激光焦面上形成指定的光斑形状和光强分布,还可以实现在激光传播方向特定的光强分布。典型的功能包括:产生平顶分布圆光斑或矩形光斑;产生线形分布光斑;将非均匀多模激光进行匀化;产生环形以及多环等光斑分布;产生一维、二维多束激光分布;在传输方向上形成多焦点以及长焦深分布等。今天我们主要讨论在激光加工与材料处理领域DOE光束整形器的应用。
熔蚀与构造
激光熔蚀是指通过激光辐照从材料(通常是固体)表面去除材料。熔蚀通常采用小区域高能量脉冲实现。激光溶蚀具有多种用途,如纳米材料制备,金属或介电薄膜沉积,超导结构制备,金属部件常规焊接与邦定,MEMS结构加工等。
采用平顶发生器或涡旋位相板可以产生边界锐利的光斑构型,在溶蚀过程中确保精确的材料移除范围。而当激光器能量较高时,可采用多点分束器来实现多个区域并行处理,提升产率。

激光溶蚀(上)与表面构型(下)
相关DOE产品:平顶光发生器,涡旋位相板,分束器
焊接
采用激光可将多个金属或塑料机件连接在一起。激光光束提供一个集中的热源,实现高速率、大深度、窄缝宽焊接。激光焊接通常在大规模制造中自动化进行。与切割技术协同,激光焊接可用于多种焊接类型(点焊,直/曲线焊,钎焊等)。
能量分布均匀的激光有助于焊接温度的均匀分布,生成高质量焊缝。采用分束器产生的多焦点焊接,可提升加工速率。
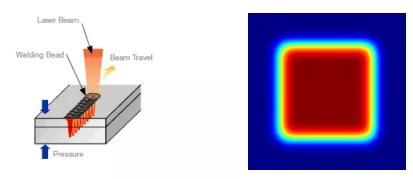
激光焊接(左)与平顶光斑(右)
相关DOE产品:平顶发生器,匀化器,分束器,C型发生器,高效率双焦DOE
钎焊
在钎焊过程中,激光烧熔焊条并将两块金属焊接在一起,这种工艺广泛使用在汽车工业中。在焊条熔融之前,如能够将焊接金属先行清洗、预热,焊接效果将显著提高。
专门为这种工艺订制的匀化器,可以在主焊的平顶光斑前端两侧产生两个小光斑用于待焊金属的清洗和加热,提升钎焊的强度和焊缝的整洁度。

激光钎焊(左)与订制光斑(右)
相关DOE产品:订制光束匀化器
激光微孔
激光微孔加工是指利用激光在薄料上打小孔,通常用于薄片或薄膜,如香烟卷纸、食品包装纸(延长保质期和新鲜度)。这类应用需要精密的、等间距的微孔,而通常不需要很高的激光功率。分束型DOE能够产生大量的、间距精确的二维阵列焦点,非常适合此类材料上高速打孔。

食品包装纸微孔(左)与多点光斑
相关DOE产品:分束器(多点DOE)
金属及玻璃切割
激光切割通过将高功率激光引导并聚焦到工件表面,通过运动机构扫描并按指定路线切割工件。激光切割为工业制造的重要手段;常常需要在不使用长焦透镜的情况下延长焦点的焦深,以减少切割区域的崩边、熔边,提升切割质量。
金属切割利用激光聚焦产生的局部热量加热材料,达到熔点以切断样品。融化的金属被气流带走。
而玻璃切割通常使用红外波段的高功率脉冲激光器。因为玻璃吸收较低,因此需要更高功率的激光;使用DOE可增加焦深,使得能量在玻璃的内部沉积,实现单次切割,而不需要调整焦点位置后再次扫描。这种方式对于隐裂切割特别有用:透明材料内部的局部受热使得切缝变脆而不是熔融,后续再采用机械方式沿切缝分离,形成理想的断缝。
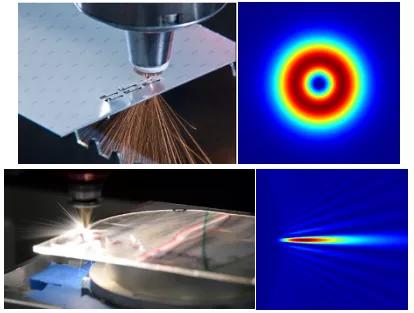
金属切割与环形光斑(上),玻璃切割与贝塞尔焦斑(下)
相关DOE产品:
金属切割:涡旋位相板、平顶发生器;
玻璃切割:DeepCleave;贝塞尔DOE;多焦点DOE。
钻孔
激光钻孔利用聚焦的重复脉冲激光器汽化金属,形成通孔。脉冲能量越大则汽化的金属越多。作为激光加工领域主流应用之一,多年来发展了各种打孔技术:单脉冲,叩击,旋转打孔,螺旋打孔等。除金属外,激光打孔也在多种场景应用,如橡胶、硅衬底等。
配合打能量激光器,分束(多点)DOE可用于提升钻孔产率;平顶型光斑有利于提升孔壁的垂直度和边缘锐度;涡旋滤光片可用于环形孔。

激光钻孔工艺(左),金属管打孔(右)
相关DOE产品:多点分束器,平顶发生器,涡旋滤光片
激光剥离
激光剥离(Laser Lift Off,LLO)是一种选择性的分离两种材料的技术。激光投射到衬底与镀层材料(如蓝宝石衬底上的GaN)中间的粘结层上。激光剥离可以处理大尺寸器件并达到要求的精度与可重复性。因此,激光玻璃在LED工业中剥离发光薄膜中广泛使用,同时也用于显示、移动终端等制程。
LeanLine™为专门为LLO开发的DOE,将圆形多模光斑变换成为细线分布,适用于紫外及绿色激光(343,355,532nm)。这种解决方案基于专有的衍射光学光束成型技术,可以很容易的扩展至任意波长(193nm - 1600nm)。采用这种方案,用户可以使用成本较低的多模激光器实现高功率密度的线光源。
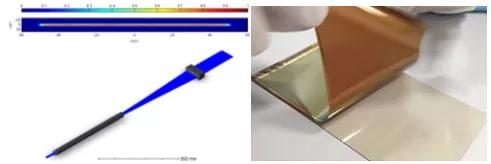
LeanLine™线聚焦(左)与柔性材料剥离(右)
相关DOE产品:线光斑发生器
表面处理(硬化与熔覆)
激光表面处理的原理基于高功率密度的相关激光与表面在特定气氛(真空,保护气,过程气)下的相互作用导致的表面改性。典型的应用包括表面硬化与表面熔覆。
表面硬化是一种热处理,通过将材料在短时间内加热至临界温度以上并迅速冷却,金属晶格将不能恢复初始结构并达到很高的硬度。
表面熔覆是另一种热处理过程。元件表面被加热至熔点,熔融物固化并结晶,而其化学成份不便。
在这两种热处理过程中,激光功率密度的均匀性都非常重要。平顶光发生器和光束匀化器有助于产生均匀的、边界清晰的光强分布。

激光热处理
相关DOE产品:匀化器,平顶发生器。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



































 关注我们
关注我们

