




在数控机床中,许多功能是由可编程逻辑控制器(PLC,简称可编程控制器)来进行控制的。本单元主要介绍PLC在数控机床中的应用。这样可以让准备从事这一项工作的阅读者,基本了解掌握数控机床PLC的控制对象、了解数控PLC的形式、掌握数控机床常用输入/输出元件的作用和工作原理。

一、数控机床 PLC 的控制对象
1.数控机床控制部分的分类
数控机床控制由两大部分组成:一部分是坐标轴运动的位置控制,另一部分是数控机床加工过程的顺序控制。 在讨论 PLC、CNC 和机床各机械部件、机床辅助装置、强电线路之间的关系时,常把数控机床分为“NC侧”和“MT侧”(即机床侧)两大部分。“NC侧”包括CNC系统的硬件和软件以及与CNC系统连接的外部设备。“MT侧”包括机床机械部分及其液压、气压、冷却、润滑、排屑等装置,机床操作面板,继电器线路,机车的强电线路等。PLC则处于CNC和MT之间,对NC侧和MT侧的输入、输出信号进行处理。 MT 侧顺序控制的最终对象是随数控机床的类型、结构、辅助装置等的不同而有很大的差别。数控机床机构越复杂,辅助装置越多,则最终受控对象也越多。一般来说,最终受控对象的数量和顺序控制程序的复杂程度从低到高依次为CNC车床、CNC铣床、 加工中心、FMC、FMS。

2.PLC 在数控机床中的配置方式
PLC 在数控机床中有三种不同的配置方式,说明如下。
(1)PIC 在机床一侧,代替了传统的继电器一接触器逻辑控 个输入/输出(IO)点,如下图 1.1 a)所示。
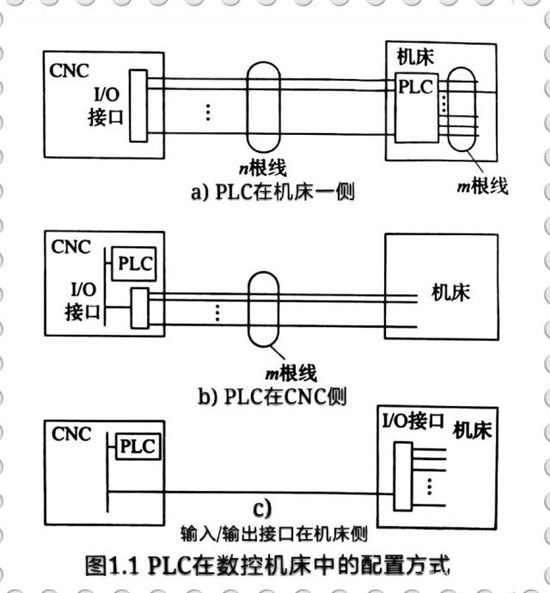
(2)PLC 在电气控制中,PLC有m 个输入/输出(I/O点,如上 图1.1 b)所示。
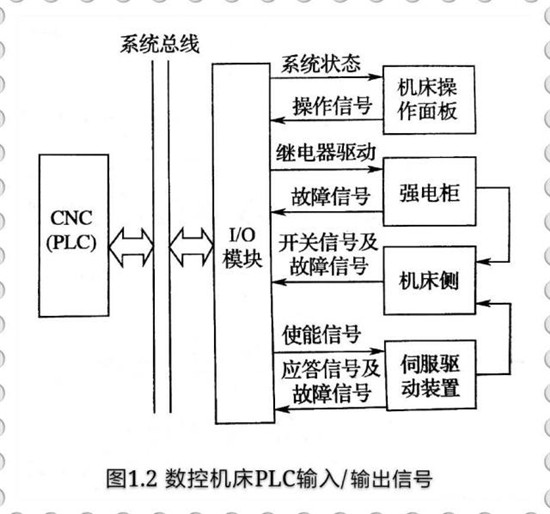
(3)PLC 在电气控制柜中,而输入/输出接口在机床一侧,如上图1.1 c)所示。这种配置方式使 CNC 与机床接口的电缆大为减少。 下图 1.2 所示为数控机床PC 输人/输出信号示意图。
3.数控机床的输入/输出信号
(1)机床操作面板控制。
将操作面板上的控制信号直接送入数控系统的接口信号区,来控制数控系统的运行,其中包括M、S、T 功能。 1) S 功能处理。主轴的转速可以用S 二位代码或四位代码直接指定。在PLC中可容易地用四位代码直接指定转速。例如,某数控机床主轴的最高、最低转速分别为 3150r/min和20r/min,CNC送出S四位代码至PLC,将十进制数转换为二进制数后送到限位器,当S大于3150时,限制S为3150;当S 代码小于 20时,限制S为20。此数值送到数字/模拟(D/A)转换器,转换成 20~3150r/min 相对应的输出电压,作为转速指令,以控制机床主轴的转速。

2) T 功能处理。
数控机床可以通过 PIC 管理刀库进行自动刀具交换。处理的信息的内容包括刀库选刀方式、刀具累计使用次数、刀具剩余寿命和刀具刃磨次数等。
3) M 功能处理。
M 功能是辅助功能,根据不同的M 代码,可控制主轴的正、反转和停止,主轴齿轮箱的换挡变速,主轴齿轮箱的换挡变速,主轴准停,切削液的开、关,卡盘的夹紧、松开及换刀机械手的取刀、归刀等动作。

(2)机床外部开关信号的控制。将机床侧的控制开关信号发送至 PLC,经过逻辑运算后,输出给控制对象。这些控制开关包括按钮、行程开关、接近开关、压力开关和温控开关等。
(3)输出信号控制。PIC 输出的信号是经继电器、接触器或液压、气动电磁阀对刀库、机械手和回转工作台等装置进行控制,另外还有冷却、润滑和油泵电动机等的控制。
(4)伺服控制。控制机床主轴、伺服进给及刀库驱动的使能信号,以满足伺服驱动 的条件。
(5)报警处理控制。当出现故障时,PLC 收集强电柜、机床侧和伺服驱动装置的故障信号,将报警标志区中的相应报警标志位置位,数控系统便显示报警号和报警文本,以方便对故障进行诊断。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读







































 关注我们
关注我们

